Using My Medium Sized Lathe – the Sieg SC4 Lathe Badged as Comet VS by Chester Tools of UK

My Sieg CS4 Lathe Bought As A Comet VS Lathe from Chester Machine Tools
I bought this lathe when I was in the UK before I retired to Thailand, where it now sits in my model engineering workshop up here at Pakchong (Pak Chong).
I bought the lathe as an upgrade from my then current lathe the Emco Compact 5 – a small though accurate and useful machine, a massive increase from 65 mm centre height and 350 between centres of the of the Compact 5.

Emco Compact 5 Mini Lathe With Milling Attachment
The basic dimensions of the Sieg SC4/Comet VS lathe are 210 mm centre height and 450 mm between centres.
Two stand-out features of this lathe are variable speed drive and powered cross-slide.
When I was looking around for an upgrade from the Compact 5 weight was a limiting factor rather than cost or other dimensions.
At the time my workshop was in an upstairs bedroom! Everything had to come up (and eventually go down) the stairs and not overload the bedroom floor made from wooden joists. (Yes I did check safe floor loadings)
This page is not intended to be a review of the Sieg SC4/Comet VS lathe, rather a report on my experience of the lathe in practical use.
There is a review of the Sieg SC4/Comet VS lathe online at http://www.mini-lathe.com/m4/C4/c4.htm
Using the Sieg SC4/Comet VS Lathe in the UK
I did some useful work on the Sieg SC4/Comet VS Lathe in the UK before I retired to Thailand including making the front and back wheels for a 3/4″ scale model Burrell Traction Engine.
I liked the accuracy of the lathe and the variable speed drive but there was one characteristic that I didn’t like and that was the slow speed setting of the variable speed drive.
The first set of rear wheels for the 3/4″ scale model Burrell Traction Engine I made from steel – a piece of 5″ steel tube for the rim with rings turned on the lathe for the spoke flanges.
The issue I had was that at the lowest speed available was 100 rpm there was lack of control when intermittent cutting. It was stop-go jumping from one cutting place to the next.
Machining Steel Back Wheel Rim for Burrell Traction Engine Sieg SC4 Lathe
The next problem I had was nothing to do with the lathe but is was distortion cause when brazing in the wheel flanges. At this time I abandoned the steel rims and made a set of lovely ones in aluminium.

Finished Aluminium Back Wheel Rims for the 3/4″ Scale Burrell Traction Engine
Using the Sieg SC4/Comet VS Lathe in Thailand
The first real project undertaken on the Sieg SC4/Comet VS lathe in Thailand was to make a trial connecting rod for the Stuart Turner Victoria stationary steam engine model I am building.
Before committing to machining the short piece rectangular steel stock in the Stuart Turner kit for the connecting rod I decided to do a trial run of turning the fish-belied tapers on a piece of round stock. The reason being that plenty of round stock is available here at Pakchong (Pak Chong) in Thailand but small section bright mild steel (BMS) is not available in many sizes and not at all in rectangular form.
Top Slide Woes With The Sieg SC4/Comet VS Lathe And How I Cured Them (Almost)
And so on to turning the tapers whereupon I hit a number of shortcomings of the lathe’s topslide (and one issue on the saddle).
The shortcomings manisfested themselves in a poor surface finish on the taper being cut and difficulty in getting enough travel of the topslide to travel the full length of the taper.
I managed to improve the topslide in most cases but there are still a couple of issues I decided were too time consuming to resolve.
Here are the issues I encountered:-
- Very short available travel compared to the length of the top slide and the length of the feedscrew.
- Rough feel when turning the feedscrew handle, tight, then loose etc
- Restricted rotation of the topslide on the cross-slide.
- The feedscrew handle was very close to the tailstock when turning the shallow taper left-to-right. The handle didn’t actually foul the tailstock but the close proximity of the tailstock precluded smooth rotation my the hand-over-hand method.
- Not a tailstock issue but one I fixed as part of fixing the above items was the saddle handwheel engagement (or lack of it).
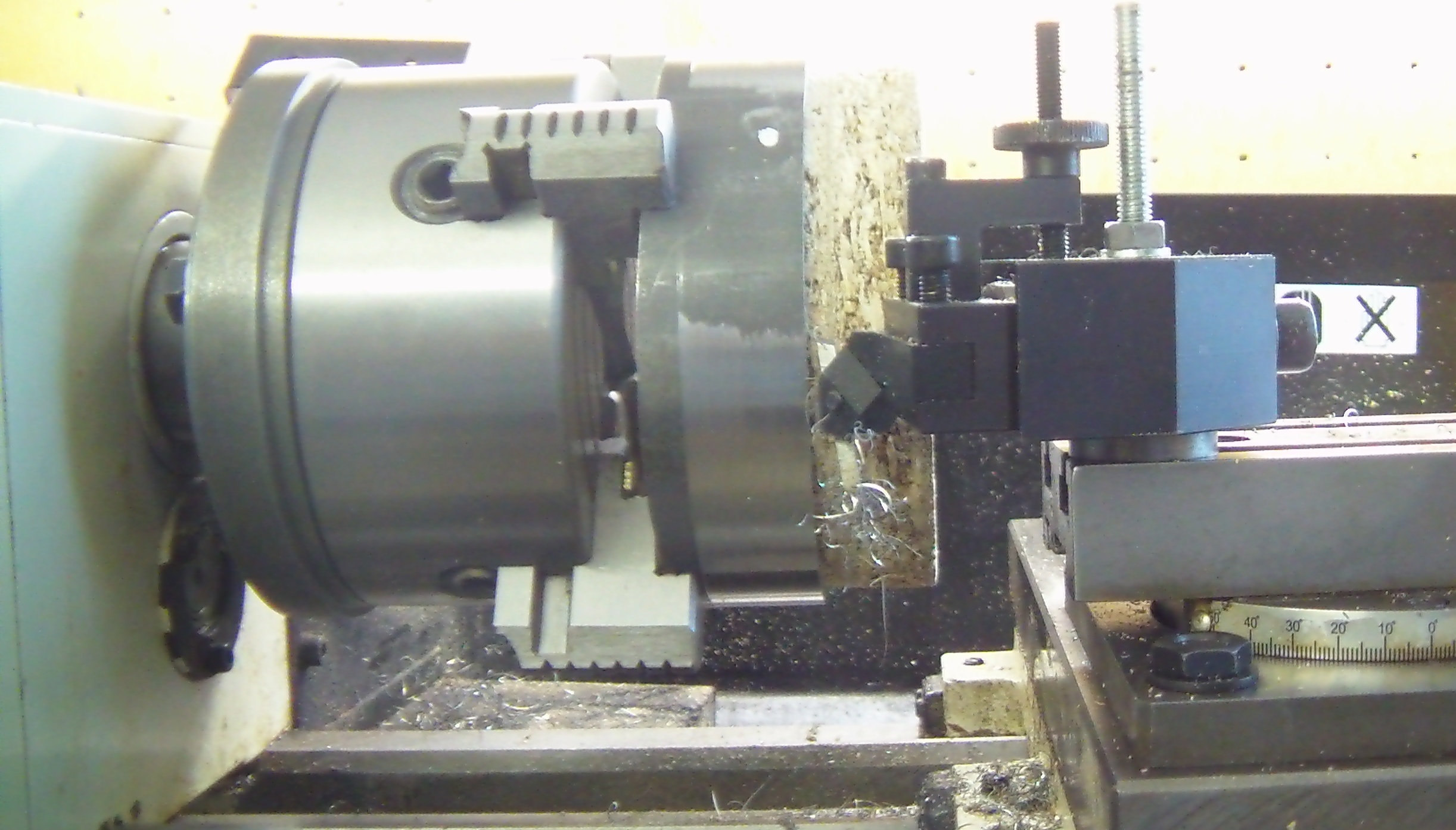
Here are some photos of the connecting rod being turned on the Sieg SC4 Lathe. In the first one you can see one of the improvements I have made and that’s an extension to the topslide feedscrew to stop the handle hitting the lathe tailstock.

Fish-Bellied Connecting Rod Being Turned on Sieg SC4 Lathe
Above the connecting rod being turned supported by the tailstock. Note the extension to the topslide feedscrew.
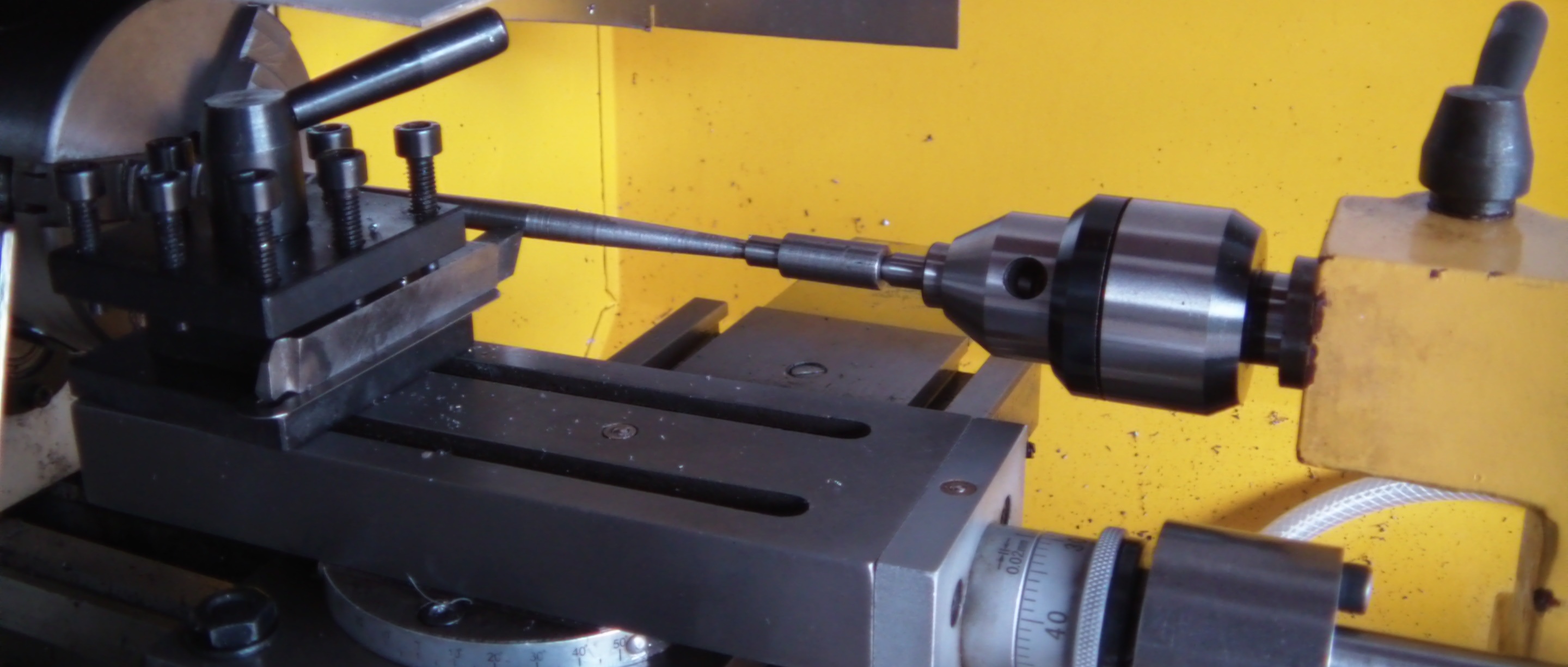
Close Up View of Connecting Rod Being Turned on Sieg SC4 Lathe
Above is just a closer view of the taper turning in action.

Fish-Bellied Connecting Rod Finish Turned On The Sieg SC4 lathe
Above is the finished-turned connecting rod. Of course the two ends have to be machined yet.
Free Report – Improvements to the Sieg SC4/Comet VS Lathe Topslide
I am preparing a separate report describing the above issues in more detail and how I cured them. I’ll put them on an “Improvements to the Sieg SC4/Comet VS Lathe Topslide” page when complete. The report will have photos, movies and a text narrative.
Leave a Reply
You must be logged in to post a comment.
2 Responses to Using My Sieg SC4 Lathe